Taizhou Huangyan Daelong Mold on ammattimainen kiinalainen 24 Cavities Cap -puristuskoneen toimittaja ja valmistaja. Pidämme kiinni laatusuuntautumisesta ja asiakasprioriteetista, toivotamme vilpittömästi tervetulleeksi kirjeet, puhelut ja tutkimukset yritysten välistä yhteistyötä varten.
Lyhyempi sykliaika parantaa tuottavuutta
Vähemmän energiankulutusta
Suuri ominaistiheys
Vuosikymmeniä kestävät huoltovapaat muotit
Nopea värinvaihtoprosessi
Vähemmän jätettä tarkoittaa pienempiä kustannuksia
| Malli | DRCM-018 |
| Tuotantokapasiteetti | 22000-24000kpl / tunti (29/25MM korkki) |
| Kannen halkaisija | 20-45mm |
| Lipun korkeus | 10-30mm |
| Korkin materiaali | PP/HDPE/LDPE |
| Muottipesä nro. | 25 |
| Tehoa | 380V/PH/50HZ |
| Asennusteho | 50 kW |
| Ilmankulutus | 0,4M3/h, 0,8Mpa |
| Koneen mitat | 3800*1550*2100mm |
| Koneen paino | 5.0T |
VERRATTUNA ruiskupuristuskoneeseen
| Tuote | Korkin pakkaus muovauskone |
Ruiskuvalu kone |
| Ontelon lukumäärä | 24 | 2*24 |
| Lähtö | 16800-23400 | 2*6000 |
| Tehon kulutus | 26 | 2*36 (muotin kanssa) |
| Virrankulutus kuukaudessa | 18720 | 51840 |
| Virransäästö kuukaudessa | 33120kw | |
| Rahaa säästävä | 6650 $ 00/kk (jos 0 2 $/kw/h) | |
| Lisäaineen käyttö | Ei | Joo |
| Muotinirrotuksen käyttö | Ei | Joo |
| Erikoinen tuoksu | Ei | Joo |
| Tuotteen ulkonäkö | Ei ruiskutuskohtaa | Injektiopisteellä |
| Jätettä | Ei | Joo |
| Työvoimaresurssi | 1 | 2 tai enemmän |
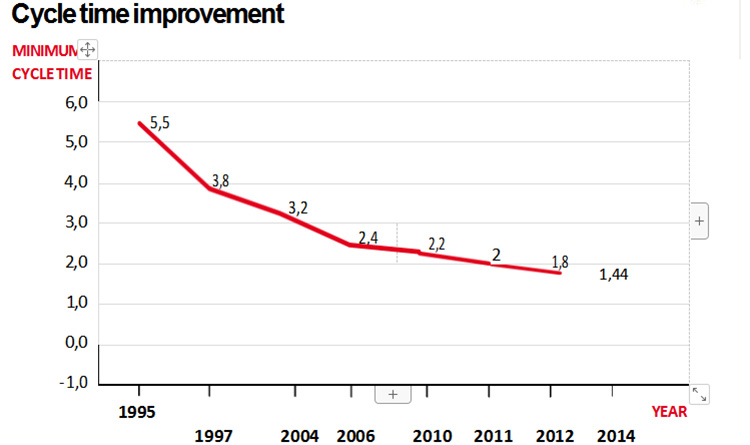
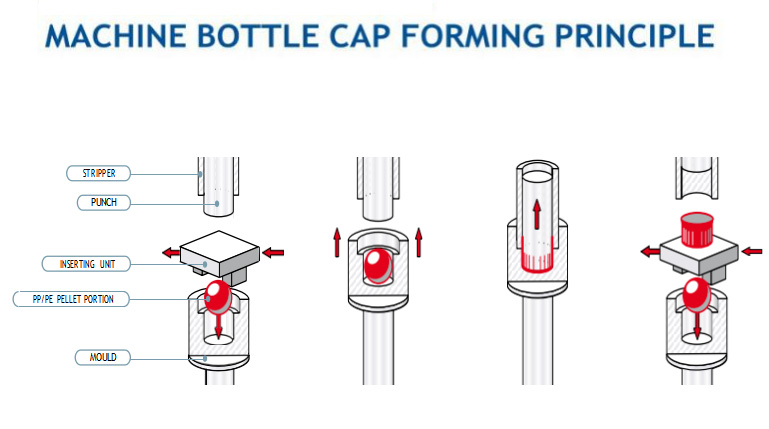
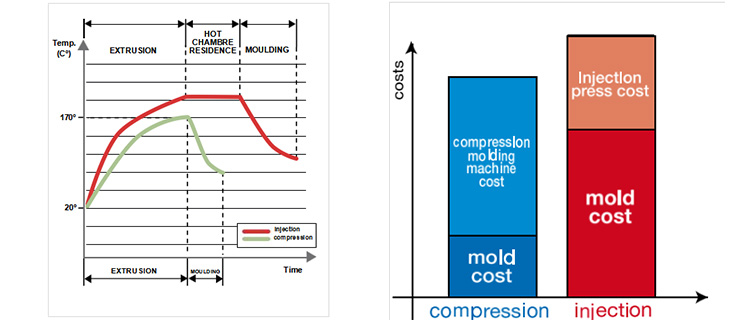
FI LYHYEMMÄN SYKLI-aikaa ja siten korkeampaa tuottavuutta. Alempi suulakepuristuslämpötila mahdollistaa korkin jäähdytyksen muotissa nopeammin: tämä on lyhentänyt jaksoaikoja, jotka on kevyiden korkkien tapauksessa lyhennetty noin 2 sekuntiin.
VÄHEMMÄN ENERGIAN KULUTUS. Alhaisemmat ekstruusiolämpötilat tarkoittavat, että muovin saattamiseksi ekstruusiolämpötilaan tarvitaan vähemmän energiaa, ja koska muovi on kylmempää, sen jäähdyttämiseen tarvitaan vähemmän energiaa. Kokonaisenergiansäästö tuotettua korkkia kohti voi olla jopa 45 %.
KORKEA OMINAISTIHEYS. Muovauspaineen ollessa sama, alhaisemmat lämpötilat mahdollistavat suuremman ominaistiheyden saavuttamisen; lisäksi ruiskutuskohta, joka rasittaa sulaa muovia, puuttuu. Tämä teknologinen tila tarjoaa mekaanisia ominaisuuksia ja konsistenssia, jota ei voida saavuttaa ruiskuttamalla.
JOHDONMUKAISUUDESTA on tullut suuri ongelma juomien pullotuksessa, jossa tuotantolinjat ovat yhä nopeampia ja kehittyneempiä ja joissa korkista johtuvia tehtaiden seisokkeja ei voida enää sietää.
HUOLTOVAPAAT MUOTTIT, jotka kestävät vuosikymmeniä. Puristusmuotin pystysuora ja aksiaalinen liike varmistaa - toisin kuin ruiskumuotissa oman painonsa rasittamana - että muotit ovat suojassa kaikenlaiselta kulumiselta. Puristusmuovaus tarkoittaa, että muotit eivät kulu koko niiden käyttöiän ajan.
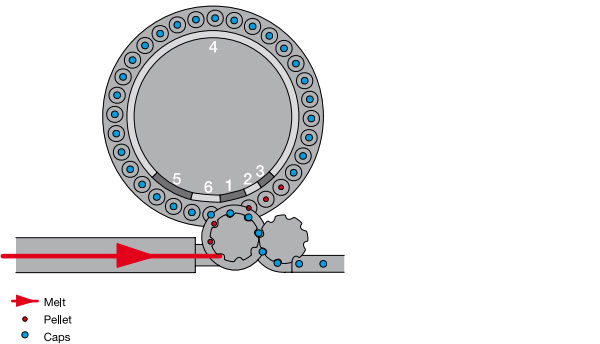
NOPEA VÄRIVAIHTO Nämä voidaan suorittaa nopeasti ilman, että sinun tarvitsee puhdistaa kuumaa kammiota, joka puuttuu puristusprosessista. VÄHEMMÄN JÄTEET pienemmät kustannukset.
| Muotin materiaali | Onkalo | DC53, Japani |
| Onkalopohja | Berylliumkupari, Yhdysvallat | |
| Cavity Jalusta | S136 .Ruotsi | |
| Cavity-jalustan ruuvi | DC53, Japani | |
| Ydin | Berylliumkupari, Yhdysvallat | |
| Lanka osa | DC53, Japani | |
| Keskikokoinen hiha | DC53, Japani | |
| Muotin irrotusholkki | S136 .Ruotsi | |
| Muotin kovuus | Tyhjösytytyksen, -180°C kryogeenisen käsittelyn, nitridoinnin ja sitten DLC:n (Diamond-Like Carbon) jälkeen muotin kovuus on noin 70 astetta. | |
| Tuote nro. | OSIEN KUVAT | OSIEN NIMI | BRÄNDI |
| 1 |

|
Kosketusnäyttö | SIEMENS (Saksa) |
| 2 |

|
Lämmitysjärjestelmän varaosat | ZOPPAS |
| 3 |

|
Pääilma- ja vesiliitin | FISTO |
| 4 |

|
Hydraulijärjestelmä | TAIWAN |
| 5 |

|
ÖLJYPUMPPU | Denison (Amerikkalainen) |
| 6 |

|
SOLID STATE RELE | SIEMENS (Saksa) |
| 7 |

|
LAAKERI | NSK (JAPAN) |
| 8 |

|
Taajuusmuunnos | SIEMENS (Saksa) |
| 9 |

|
Circuit Break | SIEMENS (Saksa) |
| 10 |

|
PLC | SIEMENS (Saksa) |
| 11 |

|
Liitäntäpääte | DEFURO (SAKSA) |
| 12 |

|
Luonnostuuletin | ITALIA |
1. Paranna hallintajärjestelmää ja täydellistä sarjaa edistyneitä tuotantolaitteita:
Tehtaallamme on koko tuotantolaitteisto muotin ja koneen osien käsittelyyn, joten kaikki osat tehdään ja käsitellään omistajan tehtaalla, se voi varmistaa, että osat ovat valmiit ja tarkat
2. Teknikoilla on rikas tuotantokokemus, ja pomo kiinnittää huomiota tuotekehitykseen ja teknologian parantamiseen
pomomme on teknikko, joka tietää kaiken tekniikan muotista ja koneesta. Hän viettää paljon aikaa ja kustannuksia oppiakseen toiselta paremmalta ja kuuluisalta tehtaalta. Hän osallistui koko ajan koneen kehittämiseen. Hän voi valvoa tuotteiden laatua ja varmistaa, että kaikki tuotteet paranevat.
3. Vahva huoltopalvelutiimi takaa koneen huoltopalvelun.
Koneessamme on noin 6 teknikkoa, jotka ovat erikoistuneet huoltopalveluun. He lentävät aina eri paikkaan suorittamaan koneemme jälkimyyntiä. He lentävät ostajan tehtaalle suorittamaan asennuksen ja koulutuksen käynnissä olevaan koneeseen.
4. Itse tuotetut koneen muotit varmistaakseen muotin ja koneen välisen sovituksen.
Tehtaallamme on yli 20 vuoden kokemus muotin tuotannosta koneen ja muotin välisen sovituksen ja tulevan huollon varmistamiseksi
5. Koneiden sähkö- ja ohjausjärjestelmien yhteiskehitys Siemensin kanssa
1. Kannen puristuskone on yksi laite, joka vaatii korkeaa teknologiaa ja pitkäkestoista kehitystä. Ei mikään laita kaikkia varaosia yhteen, niin se on ok. Tärkeintä on muotin hydrauliöljyjärjestelmä ja PLC-ohjainjärjestelmä. Suoraan sanottuna pomomme ja insinöörimme osallistuvat hydrauliöljyjärjestelmän ja PLC-ohjainjärjestelmän kehittämiseen toimittajan kanssa. Kuten PLC-ohjainjärjestelmämme on tuotekehitysosastomme ja SIMENS Companyn tuotekehitysosastomme kehittämä. Koko koneen PLC-järjestelmämme on SIMENSiltä, jopa pistoke ja johdinliitin. Voit nähdä muun tehtaan, PLC-järjestelmässä, kaikki varaosat ovat eri toimittajilta, kuten jotkut osat Taiwan Deltasta, jotkut osat OMRONilta, jotkut osat SIMENSiltä, ne vain yhdistävät kaikki osat yhteen. Älä ajattele koko koneen ohjelmaa.
Vie vakiopakkaus
Teknikkomme voi olla ostajan tehdas asentamaan ja käyttämään konetta. Mutta ostajan tulee maksaa kaikki teknikon matkan kustannukset (sisältää lentolipun, majoituksen ja palkan)
TOIMITUSPÄIVÄMÄÄRÄ: 55-60 PÄIVÄÄ TALLETUKSEN SAATTAMISEN JÄLKEEN.
TOIMITUSSATAMA: NINGBO, KIINA